Homepage » News & Presse » Interview zur großen Revision der FMEA von AIAG und VDA mit Sven Spangenberger
Fact Sheet: FMEA
.
- Vollständiger, korrekter Titel:
AIAG & VDA Handbuch „Fehler-Möglichkeits- und -Einfluss-Analyse”, auf Englisch „Failure Mode and Effects Analysis” - Kurztitel:
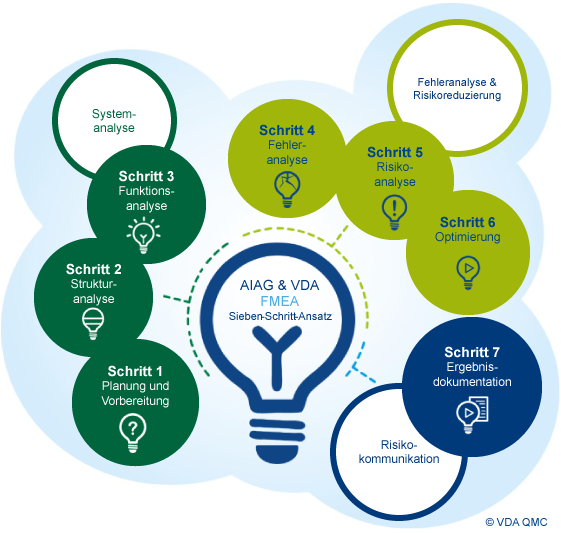
FMEA
- Ziel:
Die „Failure Mode and Effects Analysis“ ist eine zielgerichtete Methode, mit der sich Fehler und Fehlerquellen systematisch ermitteln lassen.
. - Historie:
- 1963: Die NASA entwickelt für das Apollo Projekt die FMEA
- 1977: Erste Verwendung der FMEA in einem Automobilunternehmen Ford (USA), mit dem Ziel, Brände bei Reißen des Benzintanks zu vermeiden.
- Ende der 1970iger und 1980iger Jahre: Immer mehr Unternehmen in sicherheitsrelevanten Branchen nutzen die FMEA.
- 1993: Die Automotive Industry Action Group AIAG fügt die FMEA in den QS9000-Standard für die Automobilproduktion und deren Lieferanten hinzu (QS9000 wurde später zu ISO/TS 16949).
- 1996: Der Verband der Automobilindustrie VDA veröffentlicht eine verbesserte FMEA-Systematik
- 2006: Der VDA überarbeitet den Band 4, Teil 2, System-FMEA-Qualitätssicherung vor Serieneinsatz
- 2017 bis Juni 2019: Große Revision FMEA von AIAG und VDA erstmals als gemeinsames Handbuch